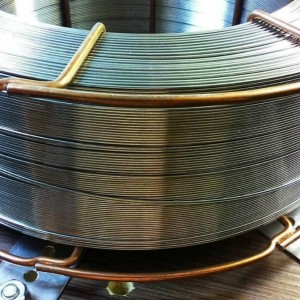
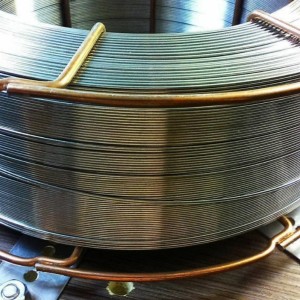
Сварочная проволока омедненная 3 мм Св-10НМА-О бухта 1000 кг ГОСТ 2246-70 в Дзержинске
- Вес упаковки, кг1000
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм3
- МаркаСв-10НМА-О
- ПоверхностьОмедненная
- Форма поставкиБухта
- Вес упаковки, кг1000
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм3
- МаркаСв-10НМА-О
- ПоверхностьОмедненная
- Форма поставкиБухта
Описание Сварочная проволока омедненная 3 мм Св-10НМА-О бухта 1000 кг ГОСТ 2246-70
Сварочная проволока омедненная 3 мм Св-10НМА-О бухта 1000 кг ГОСТ 2246-70 в наличии на складе в Дзержинске от компании «Инметпром». Закажите сварочная проволока омедненная 3 мм Св-10НМА-О бухта 1000 кг ГОСТ 2246-70 по номеру телефона +7 (831) 213-68-80, отправив запрос на электронную почту dzerzhinsk@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу
- Цена: По запросу
- Цена: 792 ₽/кг

- Цена: 70 ₽/м2
- Толщина, мм:0,5
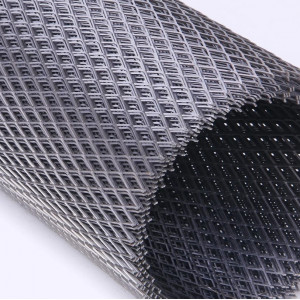
- Тип:Штукатурная
- Длина, м:12
- Цена: 458 ₽/м2
- Цена: 34 ₽/м2

- Цена: По запросу
- Размер, мм:16
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Цена: По запросу

- Цена: 753 493 ₽/т
- Цена: 3 900 000 ₽/т
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab Autrod 12.51
- Диаметр, мм:0,6
- Цена: По запросу
- Серия:Esab Autrod 12.51
- Поверхность:Омедненная
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08Г2С
- Диаметр, мм:0,6
- Цена: По запросу
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Форма поставки:Катушка D-200
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Цена: По запросу
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Форма поставки:Катушка D-300
- Марка:Св-08Г2С
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.50
- Диаметр, мм:0,8
- Цена: По запросу
Основное преимущество использования порошковой проволоки с металлическим порошком в сердечнике (например, типа E70C-6M по классификации AWS A5.20) для сварки толстостенных изделий (например, из стали С345 толщиной 20 мм) в нижнем положении заключается в высокой производительности наплавки, хорошем формировании сварного шва, возможности ведения процесса сварки на повышенных токах и, зачастую, в получении лучших механических свойств металла шва.
При сварке корневого прохода неповоротного стыка трубы из стали 20 диаметром 530 мм и толщиной стенки 8 мм методом MAG в защитной среде Ar+CO2, для лучшего контроля за формированием обратного валика и минимизации риска прожога предпочтительнее использовать сварочную проволоку СВ-08Г2С меньшего диаметра, а именно 1.0 мм. Проволока диаметром 1.2 мм может дать излишнее усиление шва или привести к прожогу при недостаточной квалификации сварщика или неоптимальных параметрах режима.
ГОСТ 10543-98 «Проволока стальная наплавочная. Технические условия» регламентирует марки стальной наплавочной проволоки, ее химический состав, технические требования к качеству поверхности и механическим свойствам самой проволоки, а также устанавливает правила приемки, методы испытаний, требования к маркировке, упаковке, транспортированию и хранению данной продукции.
ГОСТ 2246-70 устанавливает строгие требования к качеству поверхности сварочной проволоки: она должна быть чистой, гладкой, без видимых трещин, расслоений, плен, закатов, забоин, заусенцев, а также без окалины, ржавчины, следов масла и других загрязнений, которые могут негативно повлиять на стабильность горения дуги и качество сварного шва. Допускается наличие тонкого слоя технологической смазки, не ухудшающего сварочно-технологические свойства.
Для сварки нержавеющей стали 08Х17Н13М2Т, предназначенной для работы в растворе уксусной кислоты 10% при температуре 60°C, проволока СВ-06Х19Н10М3Т, стабилизированная титаном, обеспечит лучшую устойчивость к межкристаллитной коррозии (МКК) по сравнению с проволокой СВ-04Х19Н11М3 (нестабилизированной), которая после сварки может быть более склонна к МКК в указанных условиях.
Проволока СВ-08Х19Н10Г2Б, легированная бором, обеспечит более высокую прочность и лучшую стойкость к образованию горячих трещин сварного шва при криогенных температурах (до -196°C) на нержавеющей стали 12Х18Н10Т, чем проволока СВ-01Х19Н9 (с пониженным содержанием углерода, но без бора).
Основные преимущества использования самозащитной порошковой сварочной проволоки типа E71T-GS (по AWS A5.20) толщиной 0.9 мм при выполнении монтажных сварочных работ на высоте 10 м в условиях ветра до 5 м/с заключаются в отсутствии необходимости использования баллонов с защитным газом, что значительно упрощает перемещение оборудования и повышает мобильность сварщика, а также в удовлетворительной защите дуги от воздействия умеренного ветра.