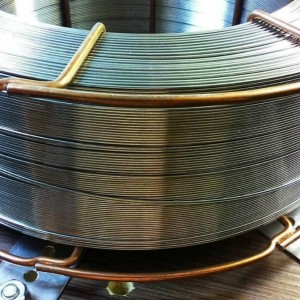
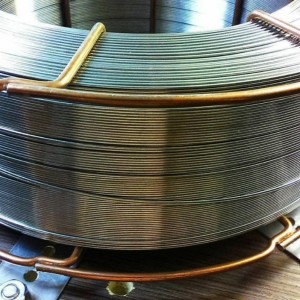
Сварочная проволока порошковая 1,2 мм Filarc PZ6138 Esab ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Filarc PZ6138
- ТипПорошковая
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Filarc PZ6138
- ТипПорошковая
Описание Сварочная проволока порошковая 1,2 мм Filarc PZ6138 Esab ГОСТ 2246-70
Сварочная проволока порошковая 1,2 мм Filarc PZ6138 Esab ГОСТ 2246-70 в наличии на складе в Дзержинске от компании «Инметпром». Закажите сварочная проволока порошковая 1,2 мм Filarc PZ6138 Esab ГОСТ 2246-70 по номеру телефона +7 (831) 213-68-80, отправив запрос на электронную почту dzerzhinsk@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Тип:Термостойкий
- Цвет:RAL 9005
- Форма:Круглый
- Цена: По запросу
- Цена: По запросу

- Цена: 808 ₽/кг
- Цена: 792 ₽/кг
- Цена: 792 ₽/кг

- Цена: 208 ₽/м2

- Цена: 79 705 ₽/т

- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Способ производства:Прессованный
- Цена: 796 543 ₽/т
- Цена: 3 900 000 ₽/т

- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,3
- Поверхность:Омедненная
- Цена: По запросу
- Марка:Св-08А
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,6
- Поверхность:Омедненная
- Цена: По запросу
- Диаметр, мм:0,6
- Серия:Nicros 308LSi
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- Диаметр, мм:0,8
- Поверхность:Омедненная
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,8
- Серия:Esab AristoRod 12.50
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,8
- Серия:Esab AristoRod 12.63
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,8
- Серия:Esab AristoRod 13.12
- Цена: По запросу
Для сварки разнородных сталей, таких как углеродистая Ст3сп и нержавеющая аустенитная 08Х18Н10, предпочтительнее использовать высоколегированную аустенитную сварочную проволоку типа ER309L (Cr ~23%, Ni ~13% по классификации AWS A5.9). Она обеспечивает формирование переходного слоя с аустенитной структурой, предотвращая образование хрупких мартенситных зон в шве. Проволока типа ER307 также подходит, но ER309L чаще рекомендуется для таких соединений.
Для сварки теплоустойчивых сталей типа 12Х1МФ проволока СВ-10Х11НВМФ (хромомолибденованадиевая с добавкой никеля) обеспечивает более высокую стойкость сварного шва к образованию горячих трещин и лучшие механические свойства при высоких рабочих температурах по сравнению с проволокой СВ-13Х25Н18 (высокохромистая, высоконикелевая), которая обычно применяется для сварки жаростойких, а не теплоустойчивых сталей.
ГОСТ 2246-70 устанавливает строгие требования к качеству поверхности сварочной проволоки: она должна быть чистой, гладкой, без видимых трещин, расслоений, плен, закатов, забоин, заусенцев, а также без окалины, ржавчины, следов масла и других загрязнений, которые могут негативно повлиять на стабильность горения дуги и качество сварного шва. Допускается наличие тонкого слоя технологической смазки, не ухудшающего сварочно-технологические свойства.
Основной недостаток использования сварочной проволоки СВ-08А для сварки ответственных конструкций из стали 09Г2С заключается в низком содержании раскисляющих элементов (марганца и кремния) в проволоке. Это приводит к формированию сварного шва с более низкими механическими свойствами (прочность, ударная вязкость) и большей склонностью к образованию пор по сравнению со швом, выполненным проволокой СВ-08Г2С. СВ-08А не обеспечивает равнопрочность соединения для стали 09Г2С.
Проволока из алюминиевой бронзы марки БрАМц9-2 (Cu основа, Al ~9%, Mn ~2%) даст более износостойкую и твердую наплавку на стальную поверхность, работающую в условиях трения металл по металлу (например, восстанавливаемые валы), чем оловянно-фосфористая бронза БрОФ6,5-0,15, которая больше подходит для антифрикционных покрытий, работающих в условиях трения скольжения с хорошей смазкой.
Да, сварочная проволока с высоким содержанием марганца (например, марки СВ-10ГН, где содержание Mn составляет 1.4-1.7% по ГОСТ 2246-70) обеспечивает лучшую раскисляющую способность металла сварочной ванны и, как следствие, более высокую стойкость сварного шва к образованию пор при сварке по поверхности со следами ржавчины или технологической окалины, чем проволока с более низким содержанием марганца (например, СВ-08А, где Mn 0.35-0.60%).
По стандартной маркировке порошковой проволоки, например, ПП-АН3 или ПП-Нп-25Х5ФМС, можно определить ее основное назначение: ПП – означает "Проволока Порошковая"; следующая буква (А – для Автоматической сварки под флюсом, или отсутствие этого индекса для ручной/механизированной сварки открытой дугой или в защитных газах); далее буква Н – для Наплавки, или С – для Сварки. Последующие цифры или буквенно-цифровые обозначения характеризуют химический состав или свойства наплавленного металла.